Контактный сварочный аппарат увеличинной мощности

После нескольких месяцев применения аппарата контактной сварки, описание которого напечатано в журнале, проявились его недостатки. Короткие провода к рукоятке контактной сварки нельзя удлинить, поскольку не хватит силы тока для нормальной сварки, не отстёгиваются провода сварочной рукоятки, а хотелось, чтобы, как на сварочных инверторах, можно было их отсоединять по необходимости. И самое главное — не хватает силы тока для сварки более толстых материалов. Полосу из никеля толщиной 0,1 мм аппарат приваривает на "хорошо", толщиной 0,2 мм — на "троечку", а про более толстые материалы и не мечтаем.
А тут вспомнилось, что много лет назад читал статью в Интернете, где для ремонта кузовов автомобилей радиолюбители сделали контактную сварку из двух подключённых параллельно трансформаторов от СВЧ-печек. Там не было никакой электроники, только клещи и кнопка включения, и на видео было показано, как они сваривали детали кузова, а там толщина минимум 0,5 мм. Поэтому решил сделать новый аппарат на двух трансформаторах и устранить другие недостатки. В итоге получился аппарат контактной сварки, который никелевую ленту толщиной 0,3 мм приваривает к аккумулятору типоразмера 18650 так, что вручную оторвать её от аккумулятора не удалось, более толстой никелевой ленты под рукой не оказалось, поэтому установить предел пока нет возможности.
На рис. 1 показана схема доработанного аппарата контактной сварки. Он собран на популярном и дешёвом модуле Arduino Nano с индикацией на четырёхразрядном светодиодном дисплее — модуле A3. Питается устройство от модуля А1, который преобразует переменное напряжение 230 В в постоянное стабилизированное напряжение 9 В. На диодном мосте VD1 и оптроне U2 собран датчик перехода переменного напряжения через ноль, резисторы R3 и R4 — токоограничивающие. На коллекторе фототранзистора оптрона U2 формируются короткие положительные импульсы при переходе сетевого напряжения через ноль, два импульса на один период. Этот датчик нужен для синхронизации включения симистора VS1. Чтобы он включался на пике полуволны, в программе Arduino Nano сделана регулируемая задержка от 1 до 5 мс для изменения времени задержки его включения. Управляется симистор VS1 с помощью симисторного оптрона U1 МОС3052 без узла детектора ноля. Обратите внимание, что оптрон МОС3063 и аналогичный, в котором присутствует детектор ноля, использовать нельзя.

При включении устройства происходит инициализация микроконтроллера в Arduino Nano и дисплея на модуле A3, после чего происходит считывание данных из EEPROM, вывод данных на дисплей и переход в режим ожидания действий оператора. Устройство управляется энкодером A4 и педалью включения режима сварки — SB1 "Start". Опрос энкодера и педали производится каждые 50 мс по прерыванию от таймера 1 микроконтроллера, также по прерыванию этого таймера производится обновление информации на дисплее. При включении по умолчанию на дисплей выводится в первый разряд информация о числе импульсов сварки, второй разряд погашен, в третий и четвёртый разряды выводится информация о времени включения симистора в миллисекундах. Кнопкой энкодера можно переключать изменяемый параметр по кольцу, при первом нажатии можно изменить время сварки 1...99мс, при втором нажатии число импульсов сварки — 1 или 2, при третьем нажатии — время задержки включения сварки от 1 до 5 мс. Следующее нажатие выводит на дисплей изменённые значения числа импульсов и времени сварки. Изменяют выбранный параметр поворотом энкодера, влево — уменьшают, вправо — увеличивают. Для сохранения этих параметров надо нажать на кнопку энкодера в течение 5 с. О сохранении изменённых значений в EEPROM информирует загорающийся средний сегмент второго выключенного разряда.

Включение симистора VS1 происходит с задержкой по сигналу от датчика ноля, который поступает на вход D2 Arduino Nano, работающий по прерыванию. При нажатии на кнопку (педаль) SB1 "Start" устанавливается время сварки и включается режим прерывания по входу D2, как только датчик ноля выдаст положительный импульс, микроконтроллер выходит из основной программы и отрабатывает прерывание, задерживает время включения симистора и потом включает симистор на пике сетевого напряжения. После этого отключает режим прерывания по входу D2 и переходит к выполнению основной программы и отключает симистор после истечения времени включения сварки. Если установлены два импульса сварки, второй импульс появляется через 1 с после первого. Кнопка (педаль) SB1 "Start" блокируется после нажатия и разблокируется после отпускания.
Для увеличения силы тока при сварке применены два трансформатора Т1 и Т2, обмотки которых включены параллельно. Вместо симистора ВТА41 А, как в прежнем варианте, применён более мощный симистор ВТА100, а вместо трёх плат почти все элементы размещены на одной, которая рассчитана на установку любого симистора, ВТА100 или ВТА41А, по желанию конечного пользователя. Смонтированные платы, имеющие небольшие отличия и с разными симисторами, показаны на рис. 2 и рис. 3.
Трансформаторы намотаны медным проводом сечением 35 мм2, но поскольку в своей изоляции провод не проходил в окно трансформатора, пришлось эту изоляцию удалить, а медный провод вставить в термоусаживаемую трубку, и только тогда удалось намотать три витка провода. После намотки провода длиной 110 см были напрессованы наконечники для подключения к выходным разъёмам Х2 и ХЗ.
Аппарат контактной сварки собран в корпусе от неисправного сварочного инвертора подходящих размеров, например, как на рис. 4. Расположение элементов в корпусе показано на рис. 5. Нижний трансформатор закреплён на дне корпуса, а верхний — на стойках высотой 80 мм над нижним трансформатором. Вторичные обмотки трансформаторов с помощью болтов подключены к выходным разъёмам корпуса от сварочного инвертора. Плата управления, индикатор и энкодер закреплены на передней стенке корпуса, для них в этой стенке сделаны отверстия соответствующей формы и размера.
Сварочная рукоятка подключается к аппарату с помощью проводов от сварочного инвертора и разъёмов от него проводом сечением 35 мм2 и длиной 90 см, она показана на рис. 6. Полностью собранный и готовый к работе аппарат показан на рис. 7.
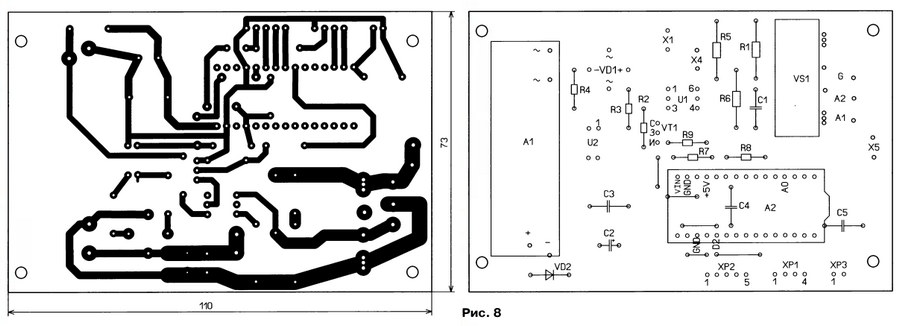
Для изготовления платы управления использован односторонний фольгированный стеклотекстолит толщиной 1,5...2 мм. Чертёж платы показан на рис. 8. Она рассчитана на применение резисторов МЛТ, оксидных конденсаторов К50-35, плёночных — К73-17 или аналогов иностранного производства. Цифровой индикатор A3 — светодиодный четырёхразрядный [2] (рис. 9). Гнездо и вилка для подключения педали могут быть любые подходящие.
Налаживания устройство не требует, если оно собрано без ошибок, после сборки оно сразу начинает работать. При первом включении и программировании данные надо внести в EEPROM микроконтроллера, изменив в скетче в функции SETUP перед стро-
кой EEPROM_Read(); разблокировать строку EEPROM Write(); и после программирования и запуска программы заблокировать эту строку и снова запрограммировать Arduino Nano.

Все библиотеки, которые применены в программах, можно загрузить с сайта GitHub <_https://github.com/_ru-doc>.
Комментарии (0)
Написать



Похожие темы:





